ISO P – stal
ISO N – metale nieżelazne
ISO S – superstopy żaroodporne
zalecany
ISO K – żeliwo
ISO H – stal hartowana
ISO M – stale nierdzewne
dopuszczalny
stal proszkowa szybkotnąca z zawartością kobaltu
stal szybkotnąca z zawartością kobaltu
stal szybkotnąca standardowa
narzędzia pełno węglikowe
stal szybkotnąca szlifowana
chwyt walcowy gładki HA
wiertło kręte z chwytem cylindrycznym
wiertło kręte ze stożkiem Morse’a
narzędzie wykonane według normy DIN 374
narzędzie wykonane według normy DIN 376
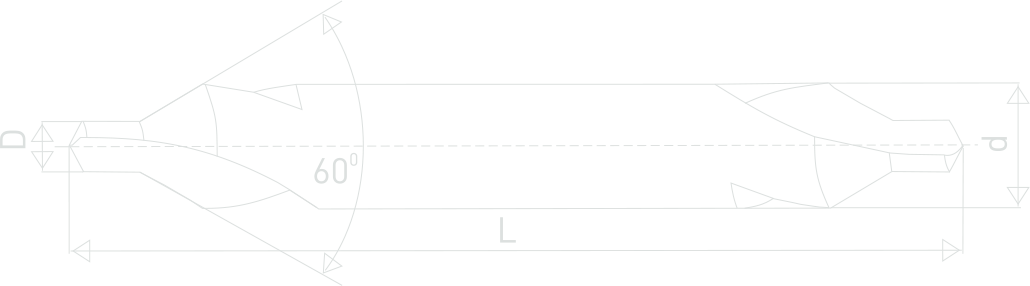
narzędzie wykonane według normy DIN 333
TiALN + Tin
TiALN + WC/C
azotek tytanu aluminium
azotek tytanu
powłoka oxydowana
TiN + TiCN
AlTiN
pokrywane
niepokrywane
wiertło kręte
uchwyt walcowy
stożek Morse’a
kąt ostrza
zakres kąta pochylenia linii śrubowej
kąt pochylenia linii śrubowej
chłodzenie wewnętrzne
długość części roboczej
kąt pogłębienia
liczba ostrzy tnących
typ N – skrawanie materiałów o normalnej wytrzymałości i twardości
Jeżeli coś wydaję się niezrozumiałe to skontaktuj się z nami.